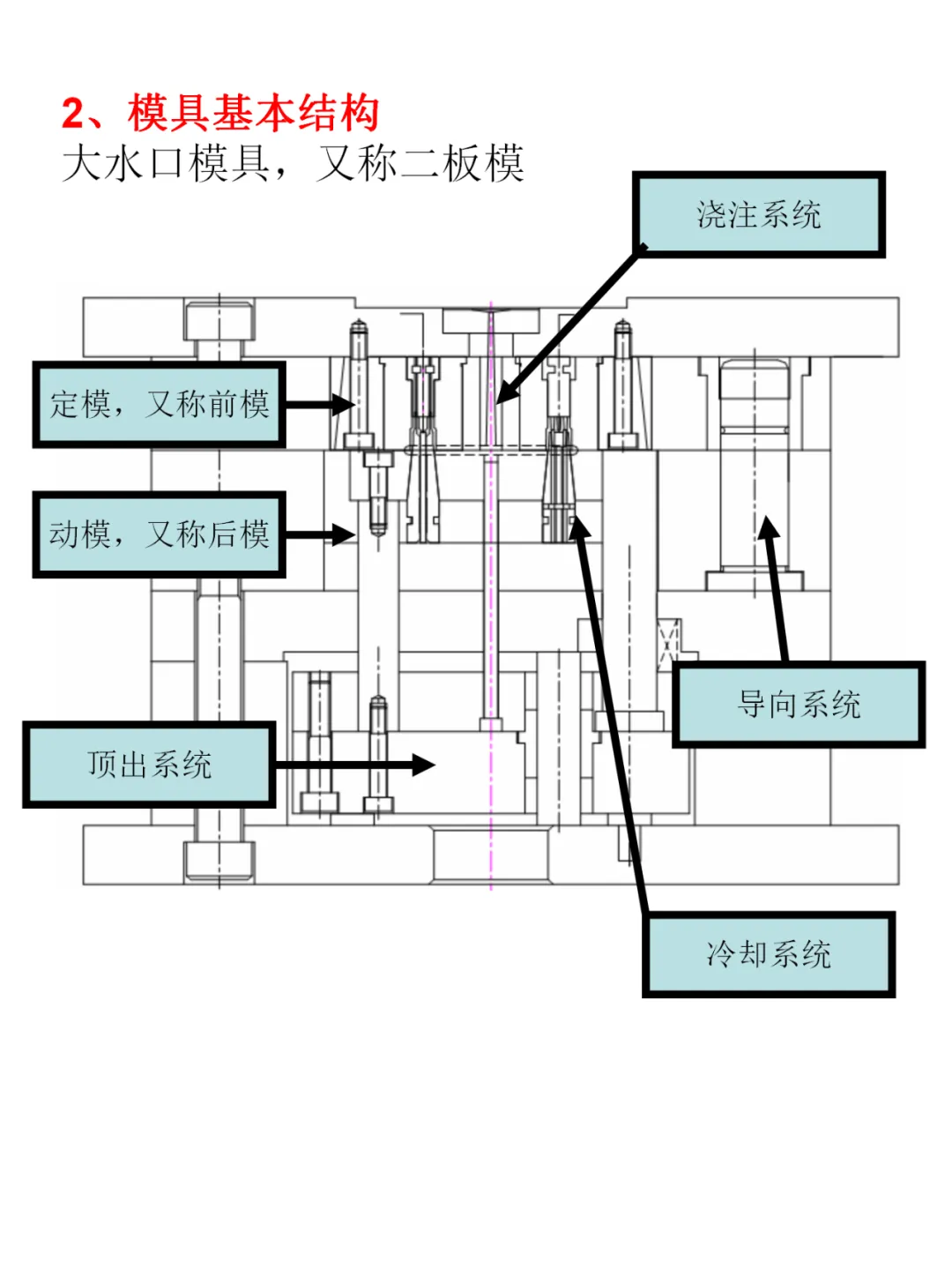
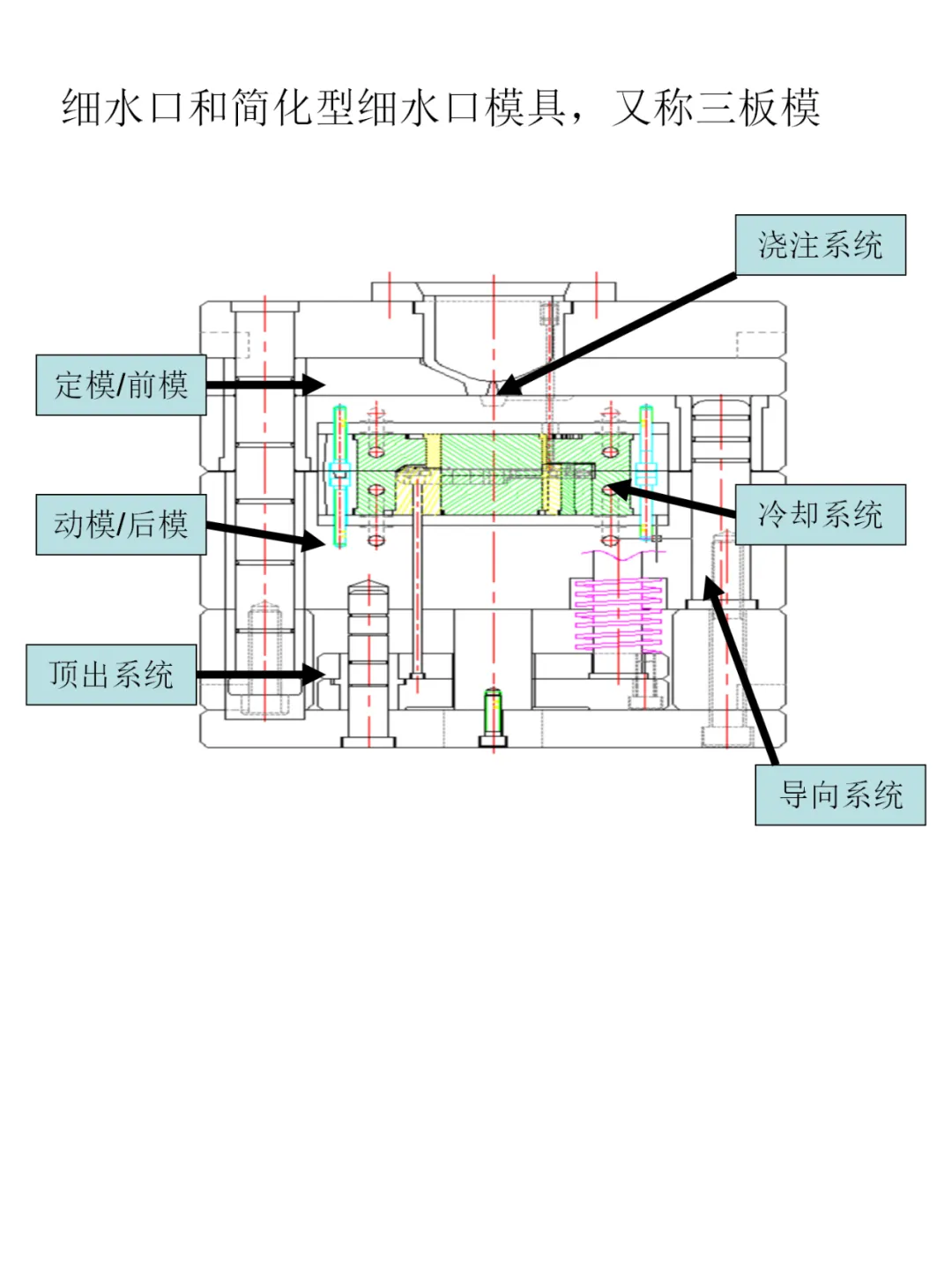
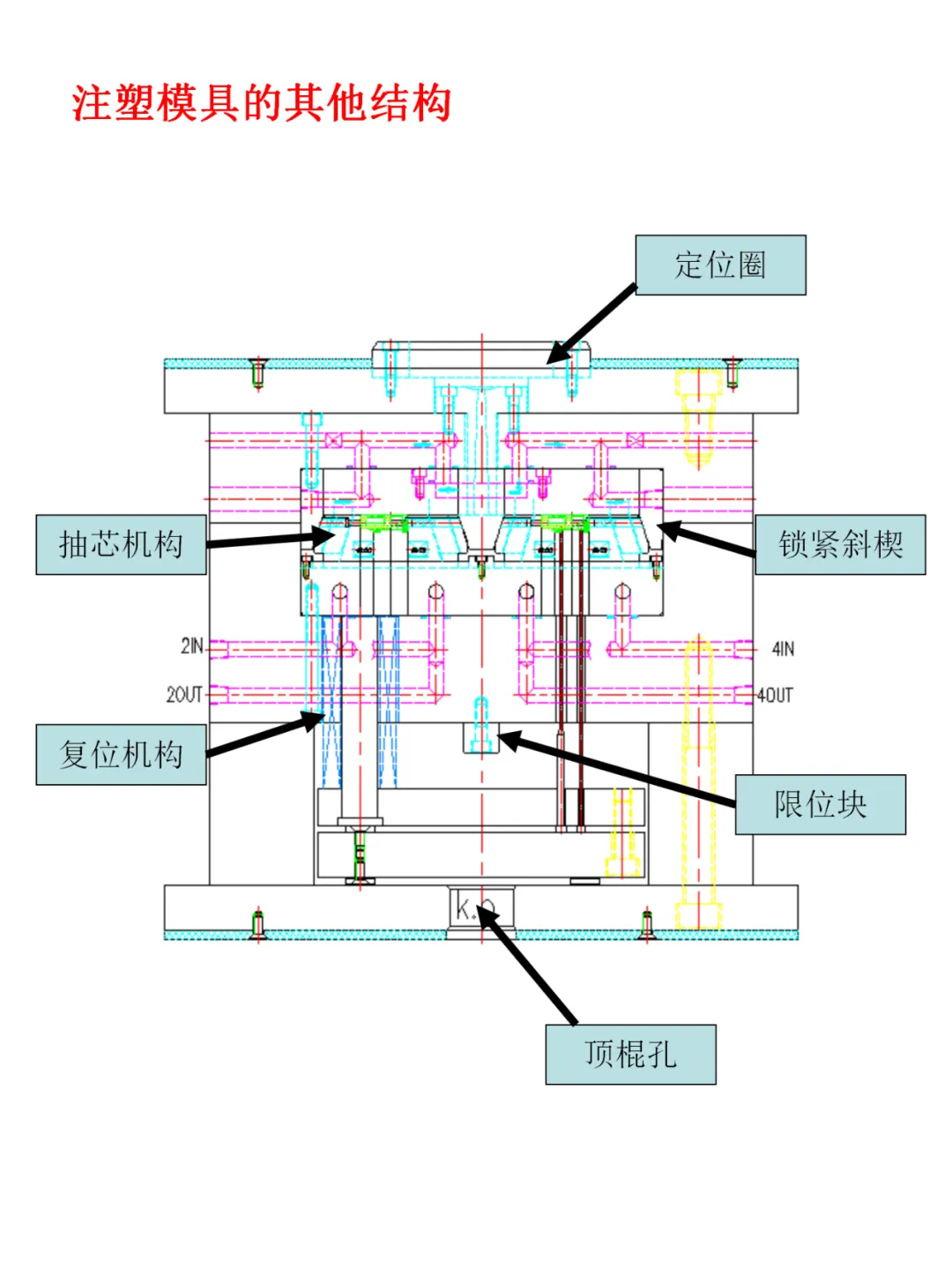
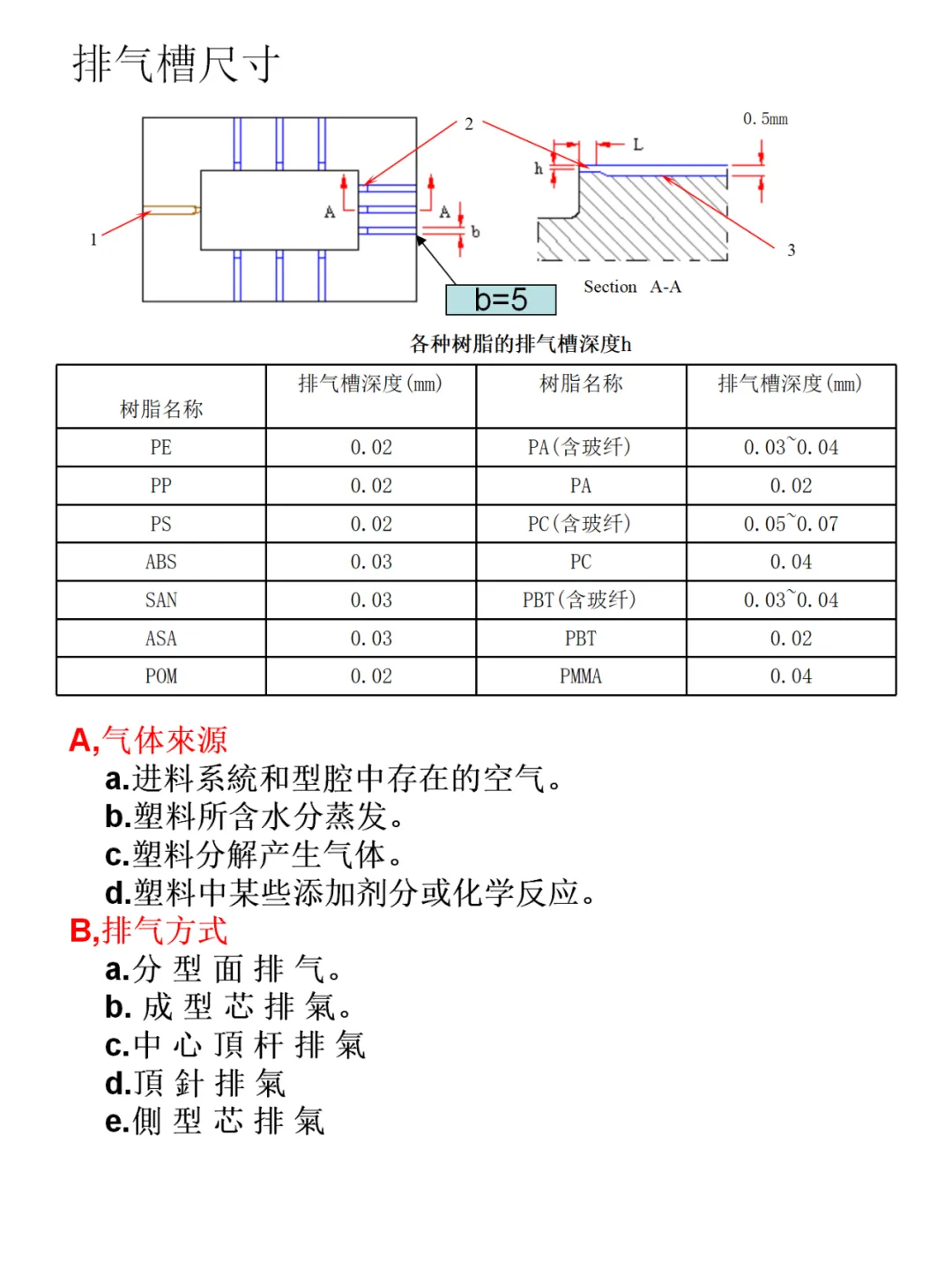
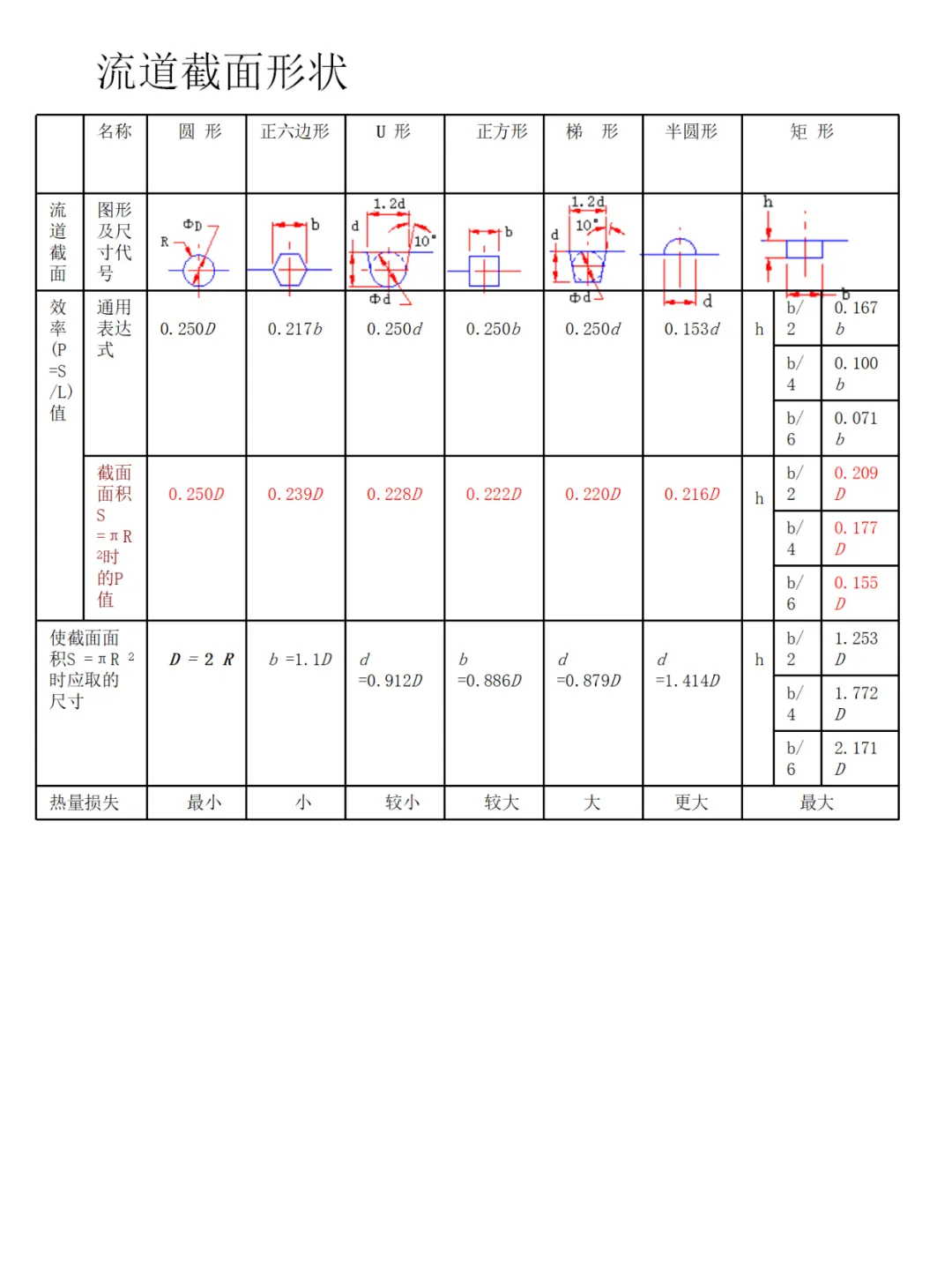
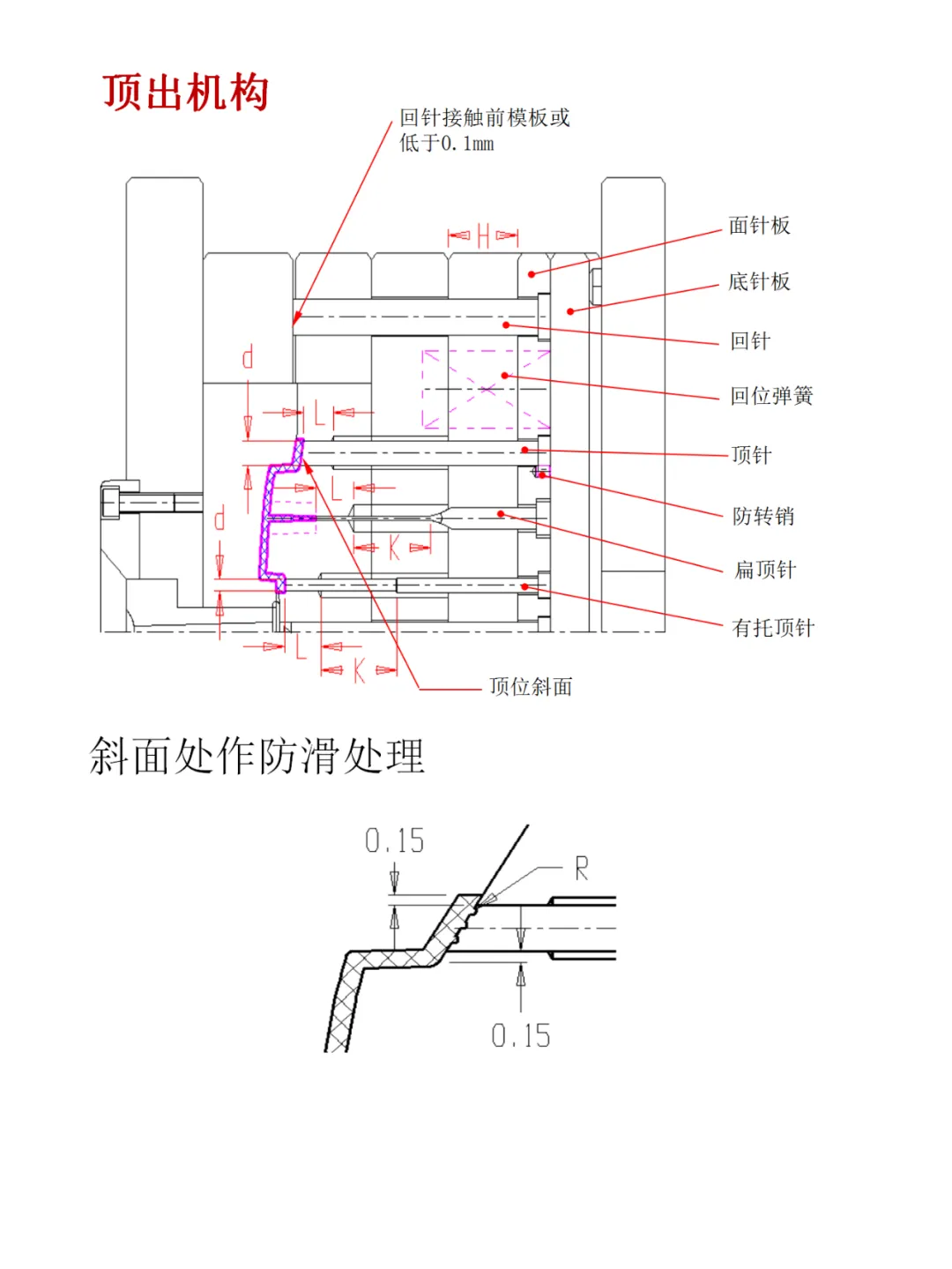
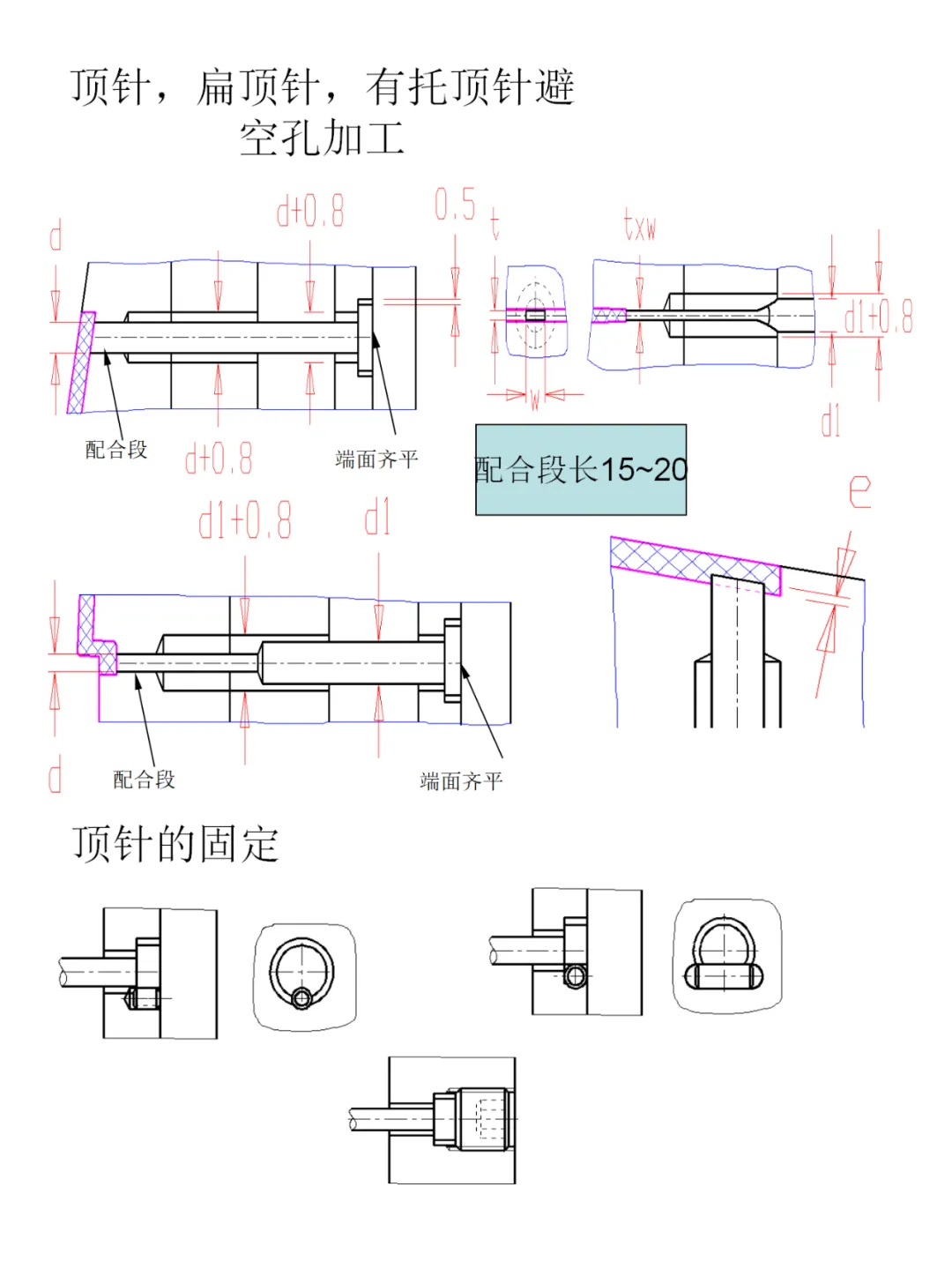
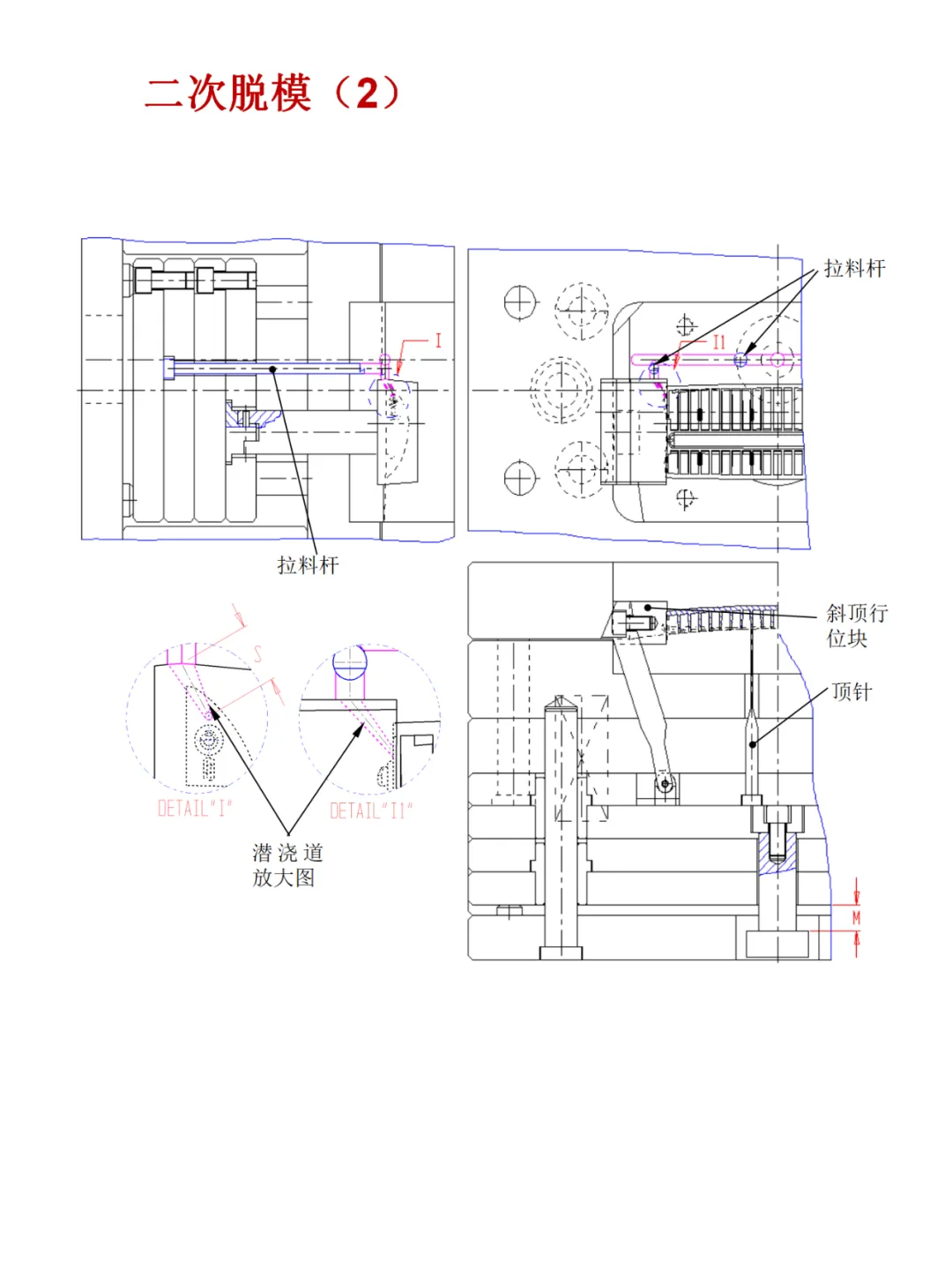
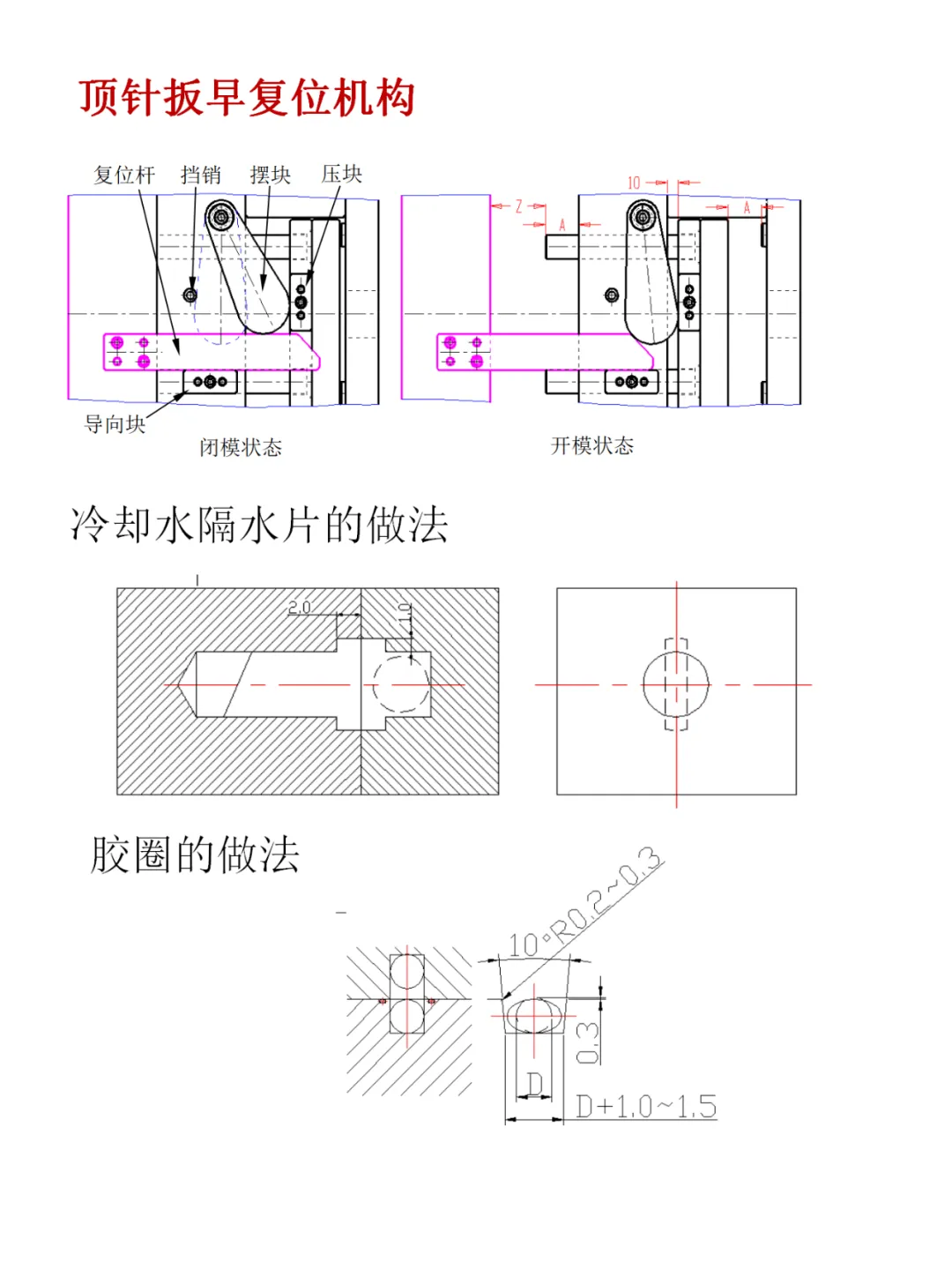
注塑模具基本由动模和定模两部分组成,分别安装在注射机的移动与固定模板上,合模时构成型腔与浇注系统。尽管模具因塑料品种、制品形状和注射机类型而异,但其基本结构一致,主要包括浇注系统、调温系统、成型零件和结构零件四大模块。其中,浇注系统和成型零件直接与塑料接触,最为复杂且对加工光洁度与精度要求最高。设计伊始,需优先确定开模方向与分型线,以尽量减少抽芯机构并优化外观。浇注系统是将塑料熔体从喷嘴引入型腔的流道网络,包括主流道、冷料穴、分流道和浇口。其设计直接关系到填充质量与生产效率。主流道需与喷嘴良好衔接,并带有锥度以便脱模。分流道的布局应保证各型腔同时充满,其截面形状(如圆形、梯形)需平衡流动阻力与冷却效率。浇口是整个系统中最小的截面,用于控制料流、提升熔体温度并便于制品分离,其形式(如点浇口、侧浇口)和位置需根据产品外观与结构慎重选择。均匀有效的冷却对于保证制品尺寸稳定、防止变形至关重要。模具通常通过内部冷却水通道循环冷却,设计需遵循“厚壁优先冷却”原则,确保冷却均匀。同时,排气系统不可或缺,用以排出型腔内的空气和熔体带入的气体,防止制品产生气孔、烧焦或充填不足。排气槽通常设在熔体末端,深度很浅(约0.02-0.05mm),也可利用顶杆间隙等进行排气。成型零件主要指构成制品形状的型芯(凸模)和凹模(型腔),其尺寸需在制品尺寸基础上计入塑料收缩率(通常为0.5%-3%)。这些零件要求高硬度、高耐磨性和良好的抛光性能。为确保制品顺利脱模,必须设置合理的脱模斜度(一般光滑面≥0.5°),并设计推出机构(如顶针、顶板)。对于有侧凹或侧孔的制品,还需设计侧向抽芯机构。
50万+机械工程师都在看↓↓↓
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程
5. 回复【机械设计】领取800G(非标)机械设计资料